|
|
 发表于 22-11-2011 20:40:30
|
显示全部楼层
发表于 22-11-2011 20:40:30
|
显示全部楼层
1 综合工艺能力的估算方法
111 综合工艺能力的评估体系
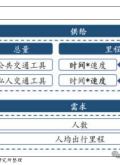
一般地,工艺系统具有多输入(工艺要素) 和
多输出(质量特性) 的特征,故所建立的综合工艺
能力的评价体系如图1 ,它是一个非序列多层次
目标准则体系. 其中,总目标为零件关键工序的综
合工艺能力,它由若干质量特性( qi , i = 1 ,2 , …,
m) 的工艺能力(简称特性工艺能力) 决定,质量特
性是产品设计要求,而每个特性工艺能力又由与
之相关的若干工艺要素( ej , j = 1 ,2 , …, n) 的工艺
能力(简称要素工艺能力) 确定. 工艺要素是影响
质量特性的一个工艺侧面,如加工方法、机床性
能、刀具性能、装夹方案、结构工艺性、切削条件
等,一般用功能性术语表达[6 ] . 工艺要素的质量保
证能力用质量指标度量,如加工方法的精度等级,
装夹方案的定位误差. 工艺要素质量指标可根据
具体零件对象和工艺特点确定,例如对于薄壁零
件,装夹方案的质量指标用“装夹变形量”表达更
为合适. 每个要素工艺能力,根据其工艺方案的质
量指标值,按各自的能力量化函数(见1. 2 节) 估
算而得. 工艺要素对质量特性的影响程度, 用关
联系数表示,构成关联矩阵W = [ wij ] m ×n ,在概要
工艺设计的工艺质量规划阶段根据历史经验或根
据少量的工艺试验确定[3 ] .
图1 综合工艺能力评价体系
112 工艺要素能力的量化函数
在上述评价体系中,建立工艺要素的评估准
则即工艺要素的工艺能力(简称工艺要素能力或
要素能力) 量化函数是关键,具有承上启下的关键
作用. 本文将工艺要素能力定义为:工艺要素对应
的某个工艺方案与基准工艺方案相比所表现的相
对质量保证能力,用工艺要素能力指数Ce 表示.
利用效用或功效函数法,并考虑工艺能力指数的
特征(以1 为中心) ,提出并构造了一种工艺要素
能力量化函数(见图2) ,其表达式为
Ce = u ( x) = 1 + η·x - x0
U - L
γ
η = 1 (当x 为望大型指标)
η = - 1 (当x 为望小型指标)
(1)
式中, u 为e 的能力量化函数; x 为工艺方案的质
量指标值; x0 , U , L 分别为工艺要素质量指标的
评价基准、上限、下限, x0 即为基准工艺方案下的
质量指标值;γ为校正系数,根据历史加工经验数 |
|
 [复制链接]
[复制链接]
 |手机版|小黑屋|Archiver|汽车工程师之家
( 渝ICP备18012993号-1 )
|手机版|小黑屋|Archiver|汽车工程师之家
( 渝ICP备18012993号-1 ) 深度剖析 2019-2020 概念车设计趋势
深度剖析 2019-2020 概念车设计趋势 智能座舱演进的思考
智能座舱演进的思考




 IP卡
IP卡 狗仔卡
狗仔卡 显身卡
显身卡