TA的每日心情 | 擦汗
20-8-2015 11:17 |
|---|
签到天数: 5 天 [LV.2]偶尔看看I
|
汽车零部件采购、销售通信录 填写你的培训需求,我们帮你找 招募汽车专业培训老师
二十世纪90年代至二十一世纪初,国内众多的客车企业先后投入大量资金进行大规模的技术改造,引进国外先进的产品、制造技术和工艺装备,促进和带动了客车行业的发展,加快了我国客车产品的升级换代。
安徽江淮客车有限公司从韩国现代公司引进生产的SPACE、EXPRESS系列大客车因经济省油、性价比高而受到用户青睐。该系列客车车身覆盖件全部采用模具化生产的冲压件和滚压件,车身外观饱满挺括,组焊工艺性好,制作精度高。为了能批量生产出高质量的两个系列大客车,安徽江淮客车有限公司经过充分调研论证,同步引进了一套韩国现代公司大客车车身组焊夹具。近三年的使用证明,“现代”大客车车身组焊夹具结构设计先进、合理,设备操作方便、可靠,工装变型快捷、高效,组焊车身精度高、变形小。
1 结构设计
“现代”大客车车身组焊夹具由前围总成组焊胎、左侧围总成组焊胎、右侧围总成组焊胎、地板骨架组焊胎等四大部分组成。
左、右侧围总成组焊胎由固定工作台和活动组焊胎架构成。固定工作台用大型型钢组焊,活动组焊胎架用大截面的矩形钢管组焊成空间桁架结构,强度高、刚性好。在胎架的每一面焊接有大小不等的20 mm厚的胎面板,这些胎面板在组焊后即用大型龙门铣床进行平面加工,保证了各工作面间的平行度或垂直度。在安装定位块、夹具一侧的胎面板上还刻划了200 ×200 mm的方格基准线,方便了夹具、定位装置的安装调整。为了保证左、右侧围总成组焊胎合拢的准确性,每侧胎架的底板设置了4根精密导轨,由气缸驱动胎架在侧围组焊胎固定工作台上前后移动,同时采用弹簧式终端限位挡块,减轻动作撞击,提高胎架重复定位精度。如图1所示。
前围总成组焊胎由固定工作台和双层活动工作平台组成。同样采用气缸驱动,精密滑轨导向运动模式。作业时前围总成件吊放在活动工作平台上,由气缸驱动活动工作台由前向后移动,使前围总成与挂靠在侧围组焊胎上的左、右侧围总成及放在地板组焊胎上的地板骨架总成合拢。如图2所示。
地板骨架组焊胎同样由固定工作台和活动工作台构成,两个工作台均用大截面型钢组焊而成。作业时由气缸驱动齿条、齿轮机构使活动工作台升高,再将地板骨架总成吊入活动工作台上定位后用气动夹具夹紧,然后按照生产的车型降回到指定工作高度位置。
2 技术特点
2、1 定位准确,夹紧可靠
SPACE、EXPRESS车身除了部分骨架采用型材外,其余零部件均为冲压件和滚压件,各零部件间的装配精度较高,因而对车身组焊胎的技术水平要求也较高。“现代”客车车身组焊夹具在制作时充分考虑到了这一点,从胎架、胎面板到夹具、定位块都精心设计、精心制造、精心安装、精心调试,设备安调结束后,经激光测量仪检测,一般部位定位块的尺寸精度约在±0、3 mm,关键部位如定位销的尺寸精度约在±0、05 mm,远远高于目前国内使用的合装胎定位精度。
由于合装胎的各零部件制作精细,并采用了气动驱动方式,“现代”大客车车身组焊夹具在运行时定位准确,夹具动作迅速有力,工作可靠。
2、2 动力源集中归一,行之有效
现在客车行业使用的车身合装胎其动力源有电动、气动和液压传动等多种形式。胎架的驱动大部分设备采用液压传动或电力机械传动,夹具、活动定位块的驱动一般采用气压传动,而控制系统基本上
采用电子或电气控制。绝大多数的客车合装胎同时使用三种动力源,常用的是电动、气动和液压传动。
“现代”大客车车身组焊夹具全部动力均使用一种,即气压传动。无论是前围组焊胎或左、右侧围组焊胎的移动,还是地板组焊胎的升降,或夹具、活动定位块的动作,或控制系统的运作,均使用压缩空气做为动力源。与电动系统、液压系统相比,气动系统结构简便,使用性和维护性好,投资少。因设备动力、控制系统动力都用压缩空气,因此,“现代”大客车车身组焊夹具在车身合装作业时操作简单,工作可靠,施工安全。如图3所示。
2、3 变位灵活,快捷
SPACE、EXPRESS客车是两款车身长度、高度、轴距、窗距都不同的车型,为了同时适应这两种车型在线批量生产,合装胎的前围总成组焊胎,地板骨架总成组焊胎和左、右侧围总成组焊胎均为此做了专门设计。
在长度方向上,两种车型的后围总成在组焊胎里的位置是固定的,长度方向的变化在前围组焊胎上,工作时,前围总成放在活动工作台上,定位夹紧后由气缸驱动从前往后送进组焊位置,通过控制阀控制送进的距离以适应不同的车型,挂靠在两侧胎面板上的前围总成组焊夹具在长度方向上均设计为由气缸驱动的移动式结构。
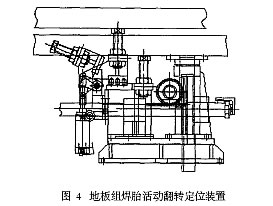
为了适应车身高度的变化,顶纵梁的夹具同样采用气缸驱动的移动式结构,而地板骨架设计了两组定位块,一组是固定式定位块,一组是活动式定位块。低车身用固定式定位块定位,生产较高车身时需用气缸驱动齿轮、齿条装置使活动工作台升到高位,接着用气缸驱动活动定位块翻转定位,然后将活动工作台降回到已升高的活动定位块上进行组焊作业。如图4所示。
2、4 空间宽敞,装焊便利
“现代”大客车车身组焊夹具打开后,两侧围组焊胎胎面板间的距离达到5 200 mm,即使两侧合拢到位,两侧胎面板间的距离仍保持在3 600 mm,因此在装夹左、右侧围总成,地板骨架总成和前后围总成时灵活自如,组焊车身时也可方便地在车身外侧进行焊接作业。
3 工作原理
首先将前围组焊胎,左、右侧围组焊胎,夹具等都设置在打开(松开)状态,接着进行如下操作:
(1) 将左、右侧围骨架总成分别吊装在左、右侧围组焊胎上,定位后夹紧。
(2) 将地板组焊胎活动工作台举升到高位,把前、中、后三段地板骨架总成及后5人座骨架总成吊装至活动工作台上定位夹紧,再将活动工作台降回工作高度,并用CO2 保护焊机对各段之间的连接部位进行组焊。
(3) 开启左、右侧围组焊胎活动工作台驱动气缸,使左、右侧围总成与地板骨架总成对接合拢,对连接处进行焊接。
(4) 吊入后围总成,将后围总成立柱腰部连接梁与侧围总成腰部连接梁端口对准,启动挂靠在左、右侧围组焊胎面板上的后围总成组焊夹具,使后围总成与侧围总成紧密连接并焊接连接板。
(5) 将前围总成吊入前围组焊胎活动工作台上,定位夹紧,启动推进气缸将其送入到组焊工作位置,再启动挂靠在两侧围胎面板上的前围组焊夹具将前围总成与左、右侧围总成夹紧。
(6) 吊装大顶总成,定位后夹紧。
(7) 车身组焊。
4 结束语
“现代”大客车车身组焊夹具由于设计先进,制作精良,操作简便,组焊的车身侧围平整度高,生产效率高,在企业的经营活动中正发挥着越来越重要的作用。 |
|
 |手机版|小黑屋|Archiver|汽车工程师之家
( 渝ICP备18012993号-1 )
|手机版|小黑屋|Archiver|汽车工程师之家
( 渝ICP备18012993号-1 ) 深度剖析 2019-2020 概念车设计趋势
深度剖析 2019-2020 概念车设计趋势 群雄逐鹿 谁创造了全球首个十二合一电驱系
群雄逐鹿 谁创造了全球首个十二合一电驱系





 IP卡
IP卡 狗仔卡
狗仔卡 发表于 5-9-2007 21:44:17
发表于 5-9-2007 21:44:17
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 显身卡
显身卡 发表于 31-12-2007 17:48:01
发表于 31-12-2007 17:48:01